
![]()
![]()
 生産計画パッケージ
生産計画パッケージ
JoySchedulerとは
-
ベーシック機能に加え、最適計画機能も装備した汎用生産
スケジューラ。生産計画のスピーディー&軽作業化を実現。
徹底した高機能の追求。JoySchedulerは、一般的なMRP機能、山積み・山崩し計画機能、さらには最適化アルゴリズムを採用した最適計画機能により、煩雑な生産計画を、パソコンで簡単・スピーディに作成することができ、計画担当者の手助けを致します。

JoySchedulerの特長
- 最適計画
- 遺伝的アルゴリズム(GA)+焼きなまし法(SA)を応用した計画処理により、自動的に最適な計画をスピーディに探索します。
- DBR(Drum Buffer Rope)機能を駆使してTOCを実現
- 簡単な設定によりTOCを実現できます。
- 工程毎に優先順位計画が可能
- 色・形状などの処理条件を考慮し、工程毎に製造順位を変更することができます。
- 外部システムとの親和性追求
- ERP、生産管理システムとのデータ連携が簡単にでき、外部からJoySchedulerの起動、停止、計画処理等が簡単に実現できます。
- 加工組立
- 基板製造、電子部品、自動車部品等の加工組立工程に対応します。また、食品、薬品等のバッチ生産工程にも対応できます。
- わかりやすい計画評価機能
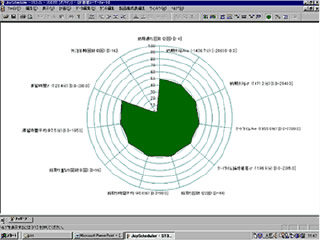
- スケジューリングした結果を納期遅れ、リードタイム、滞留時間等の評価値としてレーダチャート上でわかりやすく表示します。
- 高速高機能で198万円(税込)
- 従来から販売されていたスケジューラの機能に加え、最適化機能を装備し198万円(税込)という低価格を実現しました。
機能一覧
機能01計画機能
- ●優先順位計画(ディスパッチルールスケジューリング)
-
優先順位計画は、受注品を資源に割付ける際のルール(受注品の割付け順番、資源選択基準)をあらかじめ設定し、計画を作成する方法です。優先順位計画の特長は計画担当者があらかじめ設定したルールに基づき、高速に計画立案できることです。
まず受注品を、ソート順1 ~ 5 までに設定した順番でソートします。次にその受注品を工程内のどの機械で処理するかを決定します。決定方法は、全ての機械に対して評価値の加重平均値を計算し、その中から最も評価値の良い機械を選択します。ロットの計画順序、機械選択評価値は、数多く揃えてあります。これらを組み合わせて使用することにより、柔軟な計画が可能となります。 - ●最適計画
- 最適計画は、優先順位計画のようにロット順番を決定して計画するのではなく、まず、計画の目的(納期厳守、リードタイム短縮、段取時間最小化等)から条件を満たすための最適な計画を遺伝的アルゴリズムと焼きなまし法を用い、自動的に探索する方法です。最適計画の特長は、優先順位計画でなかなか目的に合った計画にならない場合、および誰でも同じような計画を自動的にできたらよいといった場合に威力を発揮する計画機能です。まず、どのような計画を立案したいかについて、計画目的の重みを決定します。次にその計画目的に合ったロットと機械の組み合わせを最適ロジックにより探索し決定します。
機能02表示機能
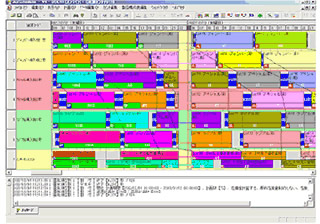
- ●資源ガントチャート画面
-
資源(設備・工程ライン)別にロットを処理する順番を表現したガントチャートです。
また、本画面上でマニュアルによるジョブの移動・分割・拡縮が簡単に行えます。
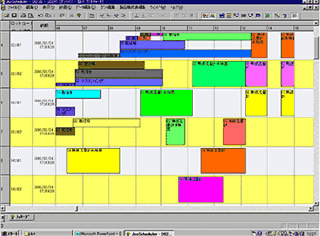
- ●ロットガントチャート画面
-
ロット毎にどのような資源(設備・工程ライン)を通過するかを表現したガントチャートです。
また、本画面上でマニュアルによるジョブの移動・分割・拡縮が簡単に行えます。
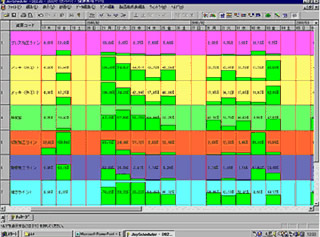
- ●資源負荷グラフ画面
- 資源(設備・工程ライン)別にその負荷の状況を表現したグラフです。本画面によりボトルネックになっている工程が一目でわかります。
- ●評価値レーダチャート画面
- スケジューリング結果を計画目的別に評価するためのレーダチャートです。
- ●滞留時間評価グラフ画面
-
製品、半製品別に滞留時間(後工程の開始時刻~
毎工程の終了時間)を品目毎に棒グラフの度数で表示したものです。また、これ以外にも納期、リードタイム、および外注評価グラフを用意しています。
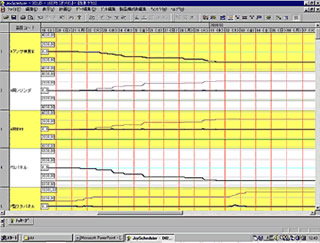
- ●在庫推移グラフ画面(製品・半製品・資材・副資材)
- 製品、半製品、資材、および副資材の未来在庫の推移をグラフ化したものです。
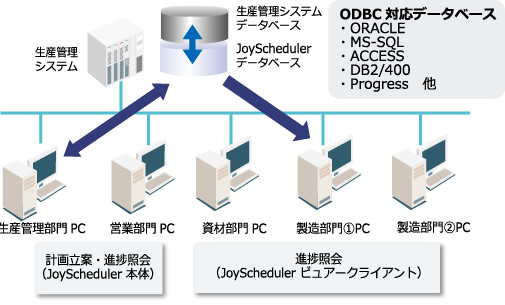
システム構成
- ●機能構成
-
JoyScheduler は、DB 作成ユーティリティ、本体(MRP 資材所要量展開、計画機能、表示編集機能)、および外部システム連携機能から構成されます。

- ●システム構成例
-
- ●標準構成
-
生産方式 見込生産
受注生産
混在生産計画単位 1秒単位
タイムバケット単位資材所要量計算機能 MRP 資材所要量計算 計画機能 優先順位計画機能(ディスパッチルール)
最適計画機能
山積み計画機能
山崩し計画機能計画詳細機能 計画基準・期間設定機能
制約条件設定機能
段取り時間設定機能
工程重なり・並列設定機能
特急品対応設定機能
ロットの自動分割機能
ジョブ手動分割機能
ロットまとめ機能
在庫(半製品)引当機能
その他表示編集機能 資源ガントチャート画面
ロットガントチャート画面
資源負荷グラフ画面
納期遅れ表示画面
在庫推移グラフ画面
評価値レーダチャート画面
リードタイム評価グラフ画面
滞留時間評価グラフ画面
外注評価グラフ画面
製品構成エディタ画面
パラメータ設定画面
マスタメンテナンス画面外部システム連携機能 外部システム起動機能
外部システム停止機能
外部システム計画機能
データ定周期連携機能
(受注・実績・在庫他)その他機能 セキュリティ機能
データメンテナンス機能
画面印刷機能
導入手順
仕様・動作環境
- ●仕様
-
品目数 無制限 資源数 無制限 工程数 無制限 ロット数 無制限 ジョブ数 無制限 勤務シフト数 無制限 MRP計算のレベル数 無制限 製品構成表の登録データ数 無制限 段取り登録数 無制限(各仕様毎に設定する) 計画作成期間 無制限(通常は1日から1年程度) 時刻計算の単位 1秒 1日の中の勤務時間の分割数 無制限 1つの製造に対する副資源数 無制限 1品目に設定する仕様の数 8 1品目に設定する数値仕様の数 8 表示色数 フルカラー(1677万色) ※無制限とは、パソコンのメモリーの範囲内で制限なくデータが扱えることを意味しています。
- ●動作環境
-
ハードウェア Core i5 2.30GHz以上を搭載したパーソナルコンピュータ
ハードディスク100MB以上の空容量
メモリ 4GB(32bit)、8GB以上(64bit)を推奨※
※計画ジョブ数に依存します。別途ご相談ください。対応OS Microsoft Windows7/8/8.1/10/11
Microsoft Windows Server 2008/2008 R2/2012/2012 R2/2016/2019/2022
商品構成・価格
- ●商品構成・価格
-
JoyScheduler本体 198万円(税込)/1本(2本目以降別途) ・計画機能
・表示機能JoySchedulerビュアークライアント 16.5万円(税込)/1クライアント
55万円(税込)/5クライアント
88万円(税込)/10クライアント・表示機能 JoySchedulerWebClient 132万円(税込)/フリークライアント ・表示機能 - ●その他ラインナップ
-
JoyScheduler SBC版(MetaFrame対応) JoyScheduler NET(プロテクト)仕様 JoyScheduler 中国語(簡体語)版 JoyScheduler 台湾語(中国繁体字)版 JoyScheduler 英語版
はじめに
JoyScheduler を10倍活用するためのスーパーWeb ビュアー。
スケジューラの生産計画が、誰でも、どこでも、ひと目で、迅速に参照可能です。
生産計画・進捗情報の共有化により、会社の全体業務の効率化、質の向上が図れます。
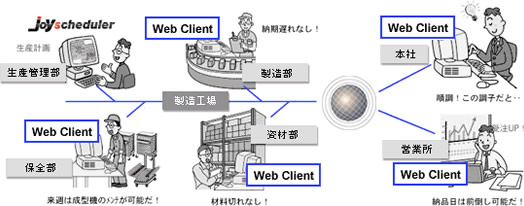 JoyScheduler の生産計画・進捗情報を各部署・各担当者の注目したい内容で抽出し表示します。
JoyScheduler の生産計画・進捗情報を各部署・各担当者の注目したい内容で抽出し表示します。
クライアント台数制限なし、しかも、非常に低価格︕直ぐにでも導入可能です。
スケジューラの生産計画が、誰でも、どこでも、ひと目で、迅速に参照可能です。
生産計画・進捗情報の共有化により、会社の全体業務の効率化、質の向上が図れます。
クライアント台数制限なし、しかも、非常に低価格︕直ぐにでも導入可能です。
| 誰でも! | 誰もが正確で詳細な計画・進捗を容易に把握できます。 |
|---|---|
| どこでも! | Web 対応ですので、ネットワークで繋がっていれば、他の部署、遠隔地からでも参照可能です。 |
| ひと目で! | 1ウインドウ内にあらゆる情報を表示、ガントチャートで表示。 面倒な画面切り替えは不要です。 |
| 迅速に! | スケジューラで必要な実績をWeb からタイムリーに入力できます。 |
機能01機能概要
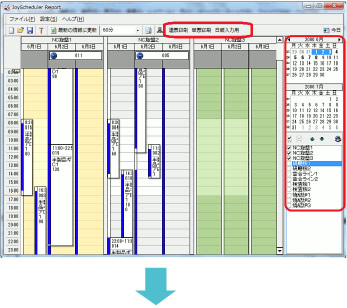
- (1)資源ガント チャート画面
- 資源別ジョブの計画・進捗データをガントチャートで表示します。参照したい資源の表示切り替え、時間軸のスケール等もマウス操作で容易に変更可能です。
- (2)ロットデータ画面
- ロット別の計画・進捗データ(開始日、完成日、納期、数量等)を表示します。データ項目の表示欄の入れ替え、データのソート順は簡単なマウス操作で参照する人が見やすい並びにいつでも変更可能です。完成予定日と納期のガントチャート表示にて納期状況も視的感覚で把握できます。
- (3)ロットジョブデータ画面
- ロットデータ画面で指定したロットの詳細(ジョブ)情報を表示します。該当ロットの各ジョブをアローダイアグラム表示します。ジョブの順序・進捗がひと目で分かります。
- (4)全体データ画面
- ロットの全詳細(ジョブ)情報を表示します。表示したいデータ項目を選択し、補足表示できます。
- (5)資源データ画面
- 資源別の計画・進捗データを表示します。
- (6)ロット構成画面
- ロットの作業の流れを見やすく表示します。複雑な工程の進捗が簡単に把握できます。
- (7)遅れジョブ画面
- ジョブ別の進捗遅れ状況を表示します。
- (8)実績入力機能
- ジョブ別の開始終了日時、数量等の実績入力も可能です。
- (9)関連付け連動表示機能
- 各画面の全ての項目が連動します。ロットから工程 工程から前工程の進捗等連携して見ることができます。

機能02システム構成・動作環境
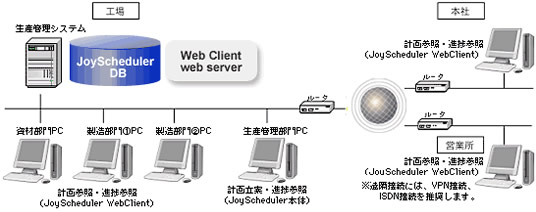
- ●システム構成
-
- ●動作環境
-
JoyScheduler本体 CPU PentiumⅡ 600MHz 以上 メモリ 256MB 以上推奨 ハードディスク 200MB 以上の空き容量 CD-ROM CD-ROM、またはCD-ROM にアクセスできる環境 USB ポート USB プロテクト用(1ポート) OS Windows 7
Windows 8
Windows 8.1
Windows 10
Server 2008
Server 2008R2
Server 2012
Server 2012R2Web 環境 IE が使用できる環境であること。 クライアント端末環境 CPU PentiumⅡ 300MHz 以上 メモリ 128MB 以上推奨 ハードディスク 30MB 以上の空き容量 SVGA 以上のグラフィックス 解像度 800×600 65536 色以上 OS Windows 7
Windows 8
Windows 8.1
Windows 10
Server 2008
Server 2008R2
Server 2012
Server 2012R2IE Ver 6.0. 以上 Web 環境 IE が使用できる環境であること。
サポートツール
はじめに
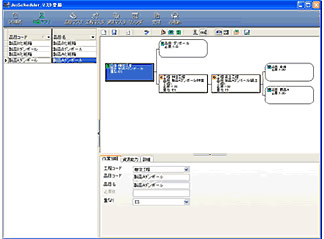
- ●簡易マスタ入力
-
JoyScheduler のマスタを簡単に登録できるツールです。
JoyScheduler のマスタ登録の考え方は複雑です。まずマスタの考え方、各マスタの関係を理解しないと登録できません。当然正しく登録できないと、動かすことも不可能です。
そんなあなたを協力にサポートするのがこの簡易マスタ登録JS EDIT です。
登録は、ビジュアルに優れた画面から登録が可能です。
また既存のマスタを元に、新商品の登録等にも強力な力を発揮します。
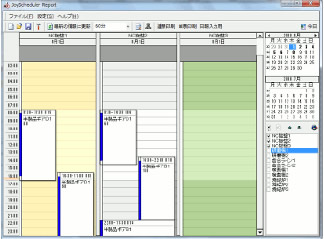
- ●帳票ツール
-
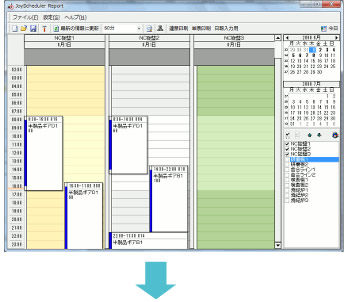
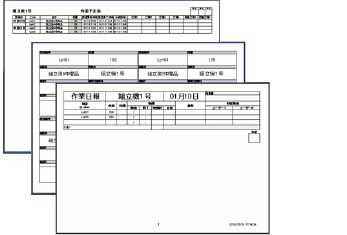
JoyScheduler で立案した計画を現場に指示する機能です。
ガントチャート画面で作業指示を確認、帳票として印刷し現場に指示することが可能となります。
帳票の書式は標準で3種類ご用意しています。
- 1.資源・工程毎に日別で作業指示の一覧を表示する連票形式
- 2.1枚の用紙に4つの作業指示を印刷した単票形式
- 3.詳細情報は現場で作業員が記入する作業日報形式
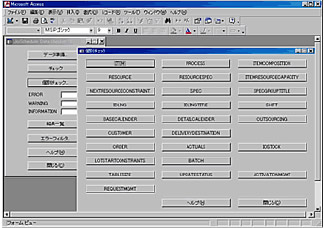
- ●データチェッカー
-
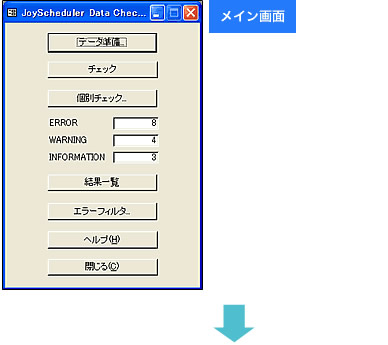
JoyScheduler のマスタをチェックを行うツールです。
JoyScheduler のマスタの設定は、かなり複雑です。少ないデータで機能検証する時はまだしも、導入時等大量のマスタを設定する時は、なかなかマスタのエラーをチェックする事は困難です。
そんな時に、強力な力を発揮するのが、マスタチェッカーです。
ツール1簡易マスタ入力
●使用方法
- 1.各マスタに、マスタデータを
登録します。 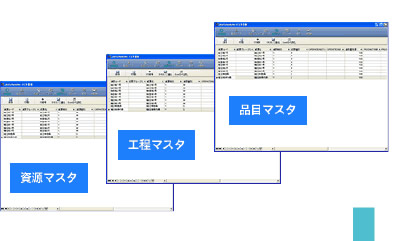
- 2.基本カレンダ、勤務形態を
ウィザードで登録します。 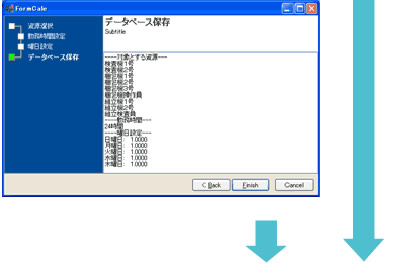
- 3.ドラッグ&ドロップで簡単に
製品構成表が作成できます。 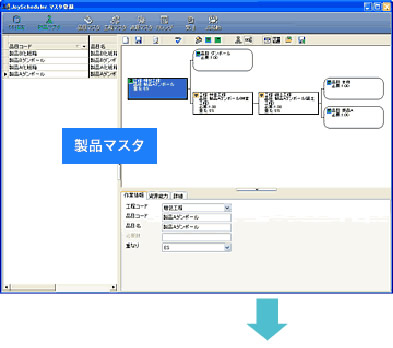
- 4.受注データの登録が簡単に
できます。 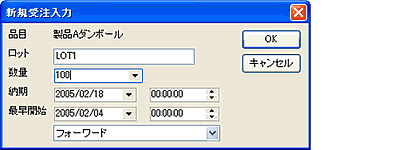
※詳しい使い方は、ダウンロード後付属の資料を参考してください。
- ●動作環境
- Microsoft Windows 10/8.1/8/7/2008/2012/2012 R2
ツール2帳票ツール
●使用方法
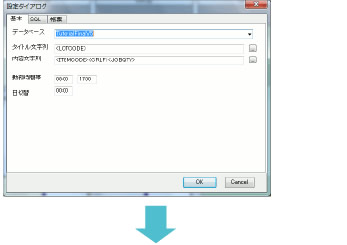
- 1.メイン画面を開きます。
- 2.データベースとの接続や表示等の設定をします。
- 3.帳票の印刷対象の設備と日付を選択し、帳票印刷ボタンを押します。
- 4.各種帳票が印刷されます。
※詳しい使い方は、ダウンロード後付属の資料を参考してください。
- ●動作環境
- Microsoft Windows 10/8.1/8/7/2008/2012/2012 R2
ツール3データチェッカー
●使用方法
- 1.メイン画面を開きます。
- 2.チェックするデータベースと接続します。
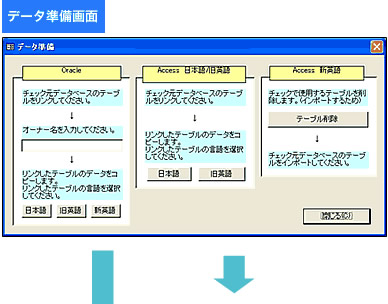
- 3.必要に応じてテーブル毎にチェックを行います

- 4.エラーの一覧が表示されますので、修整します。
※詳しい使い方は、ダウンロード後付属の資料を参考してください。
- ●動作環境
- JoyScheduler Data Checker は、JoyScheduler Ver3.2 以降でご使用ください。
OS:Microsoft Windows 10/8.1/8/7/2008/2012/2012 R2
マスタの考え方
はじめに
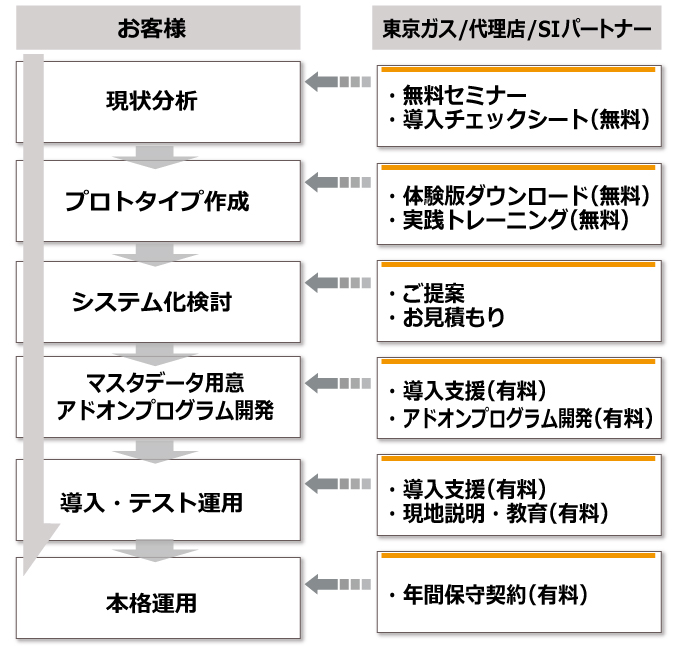
汎用パッケージソフトの導入を検討する場合、一番心配なのが「このパッケージが自社に適合するかどうか」です。しかし、一般的なデモや、他社導入事例、体験版を見たところで、なかなか確信が持てません。
できれば自社データで部分的にも試したいところですが、ここでぶつかる壁が「マスタデータのセットアップ」です。そもそも汎用パッケージソフトというものは、いろいろなケースをカバーできるよう、マスタデータの構造もバリエーション豊富になっています。これらを理解してデータを入力するには、それなりに時間と手間が掛かり、「素早く簡単に」とは到底いきません。
「あの工程の この部分だけでも 簡単に試せれば ・・・」
弊社では、そのようなニーズにお応えできるよう、プロトタイプ作成サービスを用意しました。簡単なステップを踏んでデータを入力していただくだけで、JoyScheduler を評価するために必要な基本マスタのもとができます。
これを弊社でスピード調理すれば、何とお客さま専用のオーダーデモが完成です。データ入力シートは、MicrosoftExcel のファイルですから、他システムのマスタファイルなどから、簡単にコピー&ペーストすることが出来ます。
- ●データ入力シートの構成
-
シートは以下の計9ステップで入力していきます。
入力例で用いているデータはサンプル工程を参照ください。
step1 |
ある製品を作るのに、どの機械を使えば、いくらできるかを入力します。また、この時に必要により前後の段取り時間を設定します。ここでいう製品とは完成品のことです。 |
|---|---|
step2 |
製品と同様に、ある中間品を作るのに、どの機械を使えば、いくらできるかを入力します。また、この時に必要により前後の段取り時間を設定します。ここでいう中間品とは製品となる前段で半製品として作るものです。 |
step3 |
ある製品から、別のある製品に切り替える際の段取り時間を機械毎に設定します。ここでは、前後の段取り時間と段取り名称を入力します。 |
step4 |
まとめ生産、もしくはバッチ生産する必要がある中間製品について、まとめ数量、まとめ期間を設定します。 |
step5 |
製品がどの中間品をいくつで、構成されるかを入力します。 |
step6 |
製品/中間品がどの原材料をいくつ使用するかを入力します。 |
step7 |
製造での稼動形態(日勤、シフトなど)を入力します。 |
step8 |
どの機械がどの稼動形態で稼動されるか入力します。 |
step9 |
受注データ(受注品目、数量、納期等)を入力します。 |
サンプル工程
このサンプル工程をもとに手順を説明していきます。
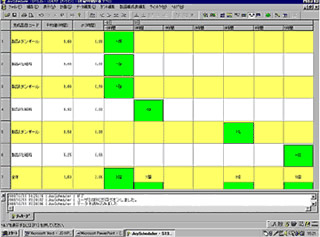
Step1製品能力設定
- ある製品を作るのに、どの機械を使えば、いくらできるかを入力します。また、この時に必要により前後の段取り時間を設定します。ここでいう製品とは完成品のことです。
| 製品名称 | 機械/資源名称 | 能力単位 | 能力値 | 前段取 | 後段取 |
|---|---|---|---|---|---|
| 製品Aダンボール | 梱包機1号 | 秒/個 | 60 | 30 | 45 |
| 梱包機2号 | 秒/個 | 60 | 30 | 45 | |
| 梱包機3号 | 秒/個 | 60 | 30 | 45 | |
| 製品A化粧箱 | 梱包機1号 | 秒/個 | 60 | 30 | 45 |
| 梱包機2号 | 秒/個 | 60 | 30 | 45 | |
| 梱包機3号 | 秒/個 | 60 | 30 | 45 | |
| 製品Bダンボール | 梱包機1号 | 秒/個 | 60 | 30 | 45 |
| 梱包機2号 | 秒/個 | 60 | 30 | 45 | |
| 梱包機3号 | 秒/個 | 60 | 30 | 45 | |
| 製品B | 梱包機1号 | 秒/個 | 60 | 30 | 45 |
| 梱包機2号 | 秒/個 | 60 | 30 | 45 | |
| 梱包機3号 | 秒/個 | 60 | 30 | 45 |
Step2中間品能力設定
製品と同様に、ある中間品を作るのに、どの機械を使えば、いくらできるかを入力します。
また、この時に必要により前後の段取り時間を設定します。ここでいう中間品とは製品となる前段で半製品として作るものです。
| 製中間(半)製品 | 機械/資源名称 | 能力単位 | 能力値 | 前段取 | 後段取 |
|---|---|---|---|---|---|
| 加工済品A | 加工機1号 | 秒/個 | 60 | 30 | 45 |
| 加工機2号 | 秒/個 | 60 | 30 | 45 | |
| 加工済品B | 加工機1号 | 秒/個 | 60 | 30 | 45 |
| 加工機2号 | 秒/個 | 60 | 30 | 45 | |
| 組立済品A | 組立機1号 | 秒/個 | 60 | 30 | 45 |
| 組立済品B | 組立機1号 | 秒/個 | 60 | 30 | 45 |
| 組立済品C | 組立機1号 | 秒/個 | 60 | 30 | 45 |
Step3段取り設定
ある製品から、別のある製品に切り替える際の段取り時間を機械毎に設定します。ここでは、前後の段取り時間と段取り名称を入力します。
| 資源名称 | 前回処理名称 | 今回処理名称 | 前段取名称 | 時間 | 後段取名称 | 時間 |
|---|---|---|---|---|---|---|
| 組立機1号 | 組立済品A | 組立済品B | AB 前段取り | 35 | AB 後段取り | 50 |
| 組立機1号 | 組立済品A | 組立済品C | BC 前段取り | 40 | BC 後段取り | 55 |
| 組立機1号 | 組立済品B | 組立済品C | AC 前段取り | 45 | AC 後段取り | 60 |
Step4まとめ・バッチ設定
まとめ生産、もしくはバッチ生産する必要がある中間製品について、まとめ数量、まとめ期間を設定します。
| 中間(半)製品名称 | まとめ製造 | まとめ数量 | まとめ期間(日) |
|---|---|---|---|
| 組立済品A | まとめ | 100 | 7 |
| 組立済品B | バッチ | 150 | 10 |
Step5製品構成設定
製品がどの中間品をいくつで、構成されるかを入力します。
| 製品名称 | 中間(半)製品名称-1階層 | 必要数 | 中間(半)製品名称-2階層 | 必要数 |
|---|---|---|---|---|
| 製品Aダンボール | 加工済品A | 1 | 組立済品A | 1 |
| 組立済品C | 1 | |||
| 製品A化粧箱 | 加工済品A | 1 | 組立済品A | 1 |
| 組立済品C | 1 | |||
| 製品Bダンボール | 加工済品B | 1 | 組立済品A | 1 |
| 組立済品C | 1 | |||
| 製品B 化粧箱 | 加工済品B | 1 | 組立済品A | 1 |
| 組立済品C | 1 |
Step6使用原材料設定
製品/中間品がどの原材料をいくつ使用するかを入力します。
| 製品/中間(半)製品名称 | 使用原材料名称 | 必要数 |
|---|---|---|
| 製品Aダンボール | ダンボール | 1 |
| 製品A 化粧箱 | 化粧箱 | 1 |
| 製品Bダンボール | ダンボール | 1 |
| 製品B 化粧箱 | 化粧箱 | 1 |
| 組立済品A | 本体 | 1 |
| 部品1 | 1 | |
| 組立済品B | 本体 | 1 |
| 部品2 | 1 | |
| 組立済品C | 本体 | 1 |
| 部品3 | 1 |
Step7稼動形態設定
製造での稼動形態(日勤、シフトなど)を入力します。
| 稼働形態 | 開始時刻 | 終了時刻 | 開始曜日 | 終了曜日 |
|---|---|---|---|---|
| 日勤 | 8:00 | 17:00 | 月 | 金 |
| 2交替シフト | 6:00 | 22:00 | 月 | 金 |
| 3交替シフト | 0:00 | 0:00 | 月 | 日 |
Step8基本カレンダ設定
どの機械がどの稼動形態で稼動されるか入力します。組立機は、日勤または2 交替で稼動します。
| 機械/資源名称 | 稼働形態 |
|---|---|
| 梱包機1号 | 日勤 |
| 梱包機2号 | 日勤 |
| 梱包機3号 | 日勤 |
| 加工機1号 | 日勤 |
| 加工機2号 | 日勤 |
| 組立機1号 | 日勤 |
Step9受注データ入力
受注データ(受注品目、数量、納期等)を入力します。
| 製品名称 | 数量 | 納期 |
|---|---|---|
| 製品Aダンボール | 100 | 2001/01/15 |
| 製品A化粧箱 | 150 | 2001/01/18 |
| 製品Bダンボール | 200 | 2001/01/20 |
| 製品B化粧箱 | 125 | 2001/01/25 |


IGNITURE(イグニチャー) は、エネルギーの枠を超え、未来に向けて先進的で多様なソリューションを通じてお客さま課題の解決を目指す、東京ガス・TGESのソリューション事業ブランドです。